
准备好领略C型钢【镀锌钢板】全新升级品质保障产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:C型钢【镀锌钢板】全新升级品质保障的图文介绍



在建筑行业中每个人的分工都是不同的,架子工不是谁都能上任的,要持有效的作业上岗证,并做好防护工作,必须要带好帽,系带,不能穿塑料底的鞋,易滑的鞋不易进行高空作业,在进行操作的时候一些小的工具要放到工具袋中,扎紧衣袖口以及裤腿口,防止被挂的危险,c型钢机械搭建的时候要注意礼貌的偏差,每搭好一步都要进行检查。要很熟悉的掌握建筑的结构,以及环境的特点。
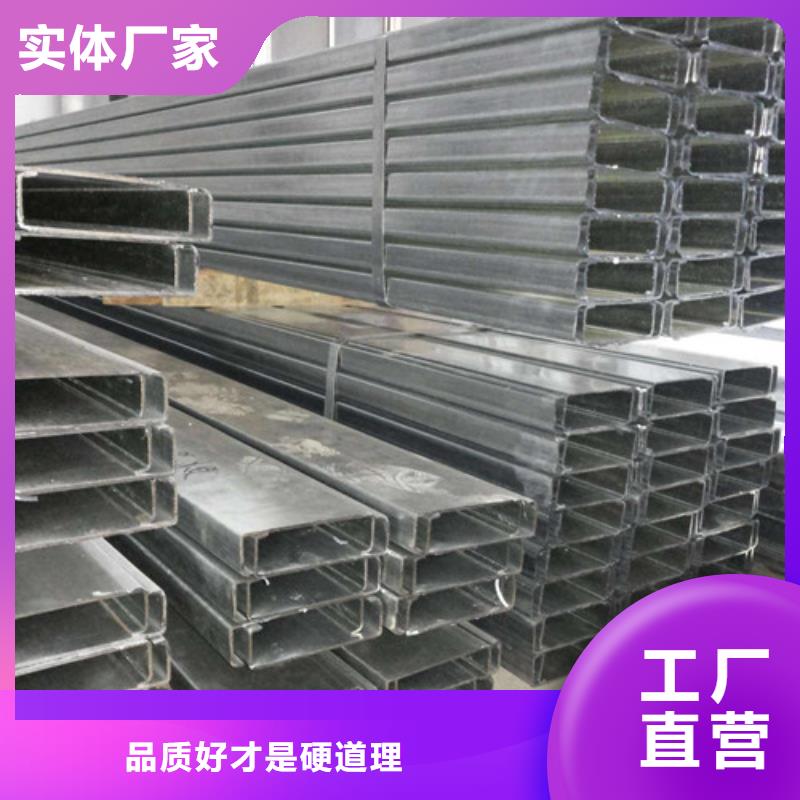
c型钢是一种的建筑材料,因为截面的形状能发挥更高的效果,提高承载的能力,不同工字型的钢材都会有不同的特点以及用途,c型钢机另外的一个名字就是c型钢檀条机,是亚瓦机中的其中以中也是很基础的一种,主要是液体动力。
功率很大,装置平整,c型钢机所采用的是自动飞据冲孔,这更大的特点就是操作简单,主要应用在大中型民用建筑上。泊头市毅伽金属制品有限公司专业生产各种型号c型钢。
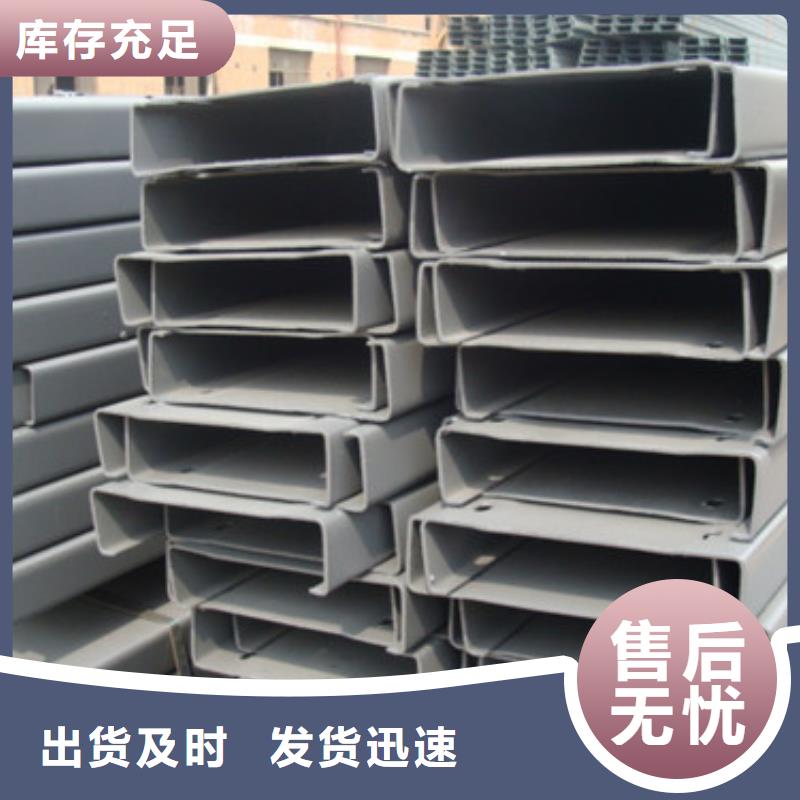
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了提高其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以更直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,这样才能确保精切的下料。这种方式不仅可以提高工作效率,还能有质量的保障。
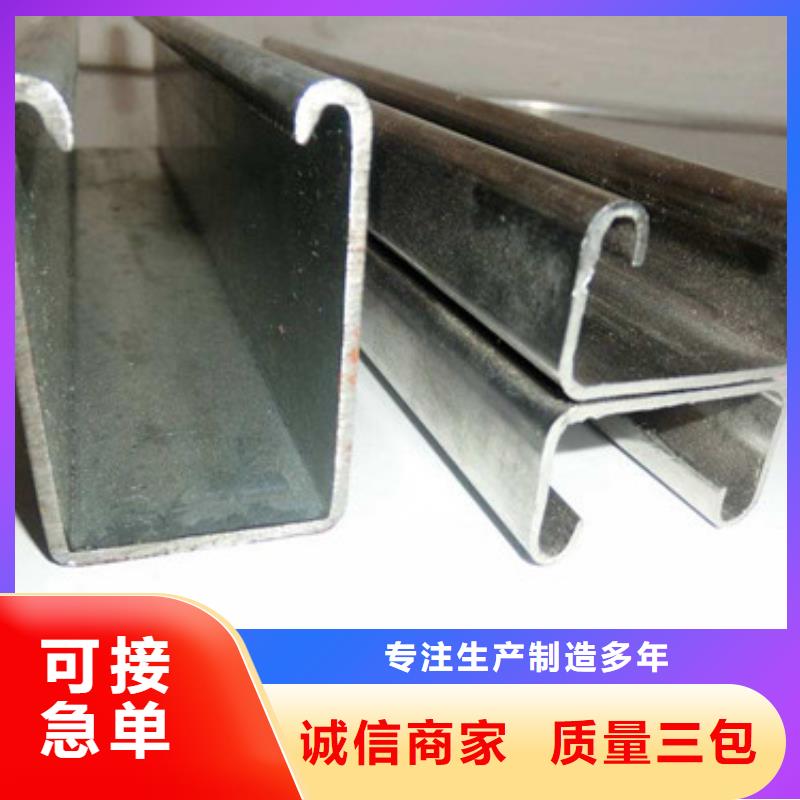
c型钢的截面性能优良,强度高。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。
c型钢是一种的建筑材料,因为截面的形状能发挥更高的效果,提高承载的能力,不同工字型的钢材都会有不同的特点以及用途,c型钢机另外的一个名字就是c型钢檀条机,是亚瓦机中的其中以中也是很基础的一种,主要是液体动力。
功率很大,装置平整,c型钢机所采用的是自动飞据冲孔,这更大的特点就是操作简单,主要应用在大中型民用建筑上。泊头市毅伽金属制品有限公司专业生产各种型号c型钢。
C型钢的外框形式在进行加工的过程中主要是用在高层钢结构中,在进行操作时为了提高其稳固性,在操作时通常会采用其钢混凝土组合结构,其C型钢承重力要以更直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
为了保证其C型钢在钢结构的运用,其钢材的切断要尽可能的在剪切机上或锯床上进行,特别是对于薄壁型钢屋架,这样才能确保精切的下料。这种方式不仅可以提高工作效率,还能有质量的保障。
c型钢的截面性能优良,强度高。
C型钢在进行制作的过程中主要是通过其冷弯成型的型钢,在进行操作时采用多种配件可以连接成不同的组合方式,C型钢外型美观,可减轻建筑屋面重量,减少工程用钢量,因而被称为经济钢材,是替代角钢、槽钢、钢管等传统钢檩条的新型建筑材料。



国耀宏业钢铁有限公司创办于2016年,专业生产【海南三亚H型钢】等产品。本厂家设备齐全、技术实力雄厚、企业内部管理严密、生产效率高;本厂家生产的【海南三亚H型钢】品种多,规格齐全,并能承接各种特殊规格需求的【海南三亚H型钢】产品定做。


三、明确冷弯型钢产品开发的方向
在产品开发方面,要以 重大需求为牵引,市场为导向,上下游融合,实现产品八字方针:创新、个性、定制、优质。要坚持“工艺为龙头、装备为手段、产品见效果、服务为目标”的的技术创新方针。推进产品升级换代和创新引领。
在产品开发过程中还要做到三个并重:一是量大面广产品与高端产品并重。量大面广产品的升级换代,实现减量化、稳定化、精准化、均匀化,是解决国民经济发展与企业生存的问题;高端产品的研发,解决的是 重大工程需求问题。二是工艺减量化与成分减量化并重。工艺减量化就是指减少生产中资源、能源消耗;成分减量化是指减少合金元素用量或以廉价合金元素代替贵重合金元素。三是跟跑型产品与领跑型产品并重。“跟跑型”就是仿制,学外国,实现国产化;“领跑型”就是自主创新,“弯道超车”,开辟新战场,制定新标准,超越国外先进水平,走领跑的道路。
二、坚持减量化、低成本的材料设计绿色化新理念
在材料设计过程中,对材料的组织、成分、工艺、性能的设计要坚持减量化、低成本的绿色化理念。包括资源节约型的成分设计,即减少合金元素的用量,使用低成本的元素;减量化、节省资源和能源、减少排放、环境友好的加工工艺方法等。减量化不是偷工减料。
C型钢外框形式的选择和加工;如果将C型钢用在高层钢结构中,为了提高其稳固性,通常采用的都是钢混凝土组合结构,而承重力要以直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。
在产品开发方面,要以 重大需求为牵引,市场为导向,上下游融合,实现产品八字方针:创新、个性、定制、优质。要坚持“工艺为龙头、装备为手段、产品见效果、服务为目标”的的技术创新方针。推进产品升级换代和创新引领。
在产品开发过程中还要做到三个并重:一是量大面广产品与高端产品并重。量大面广产品的升级换代,实现减量化、稳定化、精准化、均匀化,是解决国民经济发展与企业生存的问题;高端产品的研发,解决的是 重大工程需求问题。二是工艺减量化与成分减量化并重。工艺减量化就是指减少生产中资源、能源消耗;成分减量化是指减少合金元素用量或以廉价合金元素代替贵重合金元素。三是跟跑型产品与领跑型产品并重。“跟跑型”就是仿制,学外国,实现国产化;“领跑型”就是自主创新,“弯道超车”,开辟新战场,制定新标准,超越国外先进水平,走领跑的道路。
二、坚持减量化、低成本的材料设计绿色化新理念
在材料设计过程中,对材料的组织、成分、工艺、性能的设计要坚持减量化、低成本的绿色化理念。包括资源节约型的成分设计,即减少合金元素的用量,使用低成本的元素;减量化、节省资源和能源、减少排放、环境友好的加工工艺方法等。减量化不是偷工减料。
C型钢外框形式的选择和加工;如果将C型钢用在高层钢结构中,为了提高其稳固性,通常采用的都是钢混凝土组合结构,而承重力要以直接的线路传递到结构中,不同为了追求经济而选择筒为了加外框的形式。



一系列利好可以短期内提振钢材市场心,而要想真正使钢铁行业走出困境,必须有真实的钢材需求作为有力支撑。今天内盘市场,再度乏力,1小时线上出现了明显的回调周期,而期螺也开始掉头回落,当然按照笔者对于市场隐忧的思路,前两天的多空仓位变化导致今天出现了价格回调是情理之中的事情,但不代表价格就此打落,。
这几天持仓一直在放大,价格总是上不去,不是震就是回落,笔者认为不管再如何看重现货面,再怎么市场没货,不能以这个做为考量的必要准则,这里似乎是有个套在等待。虽然钢价回升、产量抬头,但由于下游需求并未出现明显好转,业内人士对于钢铁业未来发展仍不乐观。
一、基本调节。1、基准点。在道轮和一道轮(13道)的轴的同一端用直尺量出与立板的尺寸。使其数据相同。再用直尺量出两轴各自两端与底梁的尺寸,使其数据相同。2、调直与调平。在道轴和一道轴各自两端,用细线搭好,调节其余11根轴和这两轴在同一水平上。
再在道和一道轮之间找出中心,用细线前后搭准中心线,调节其他11道轮,使其都在同一中心线上。3、间隙调节。根据带钢的厚度用塞尺调节每排轴上的上下两轮之间的间隙,达到要求距离(带钢厚度加30%左右,具体看成品)。二、a边调节1、送料立轮(在校平轴前后各一对)使其进料平稳顺畅,带钢直正。
把所轧带钢经过校平送到排轴。2、带钢轧过排轴后,调节轴上的两轮,使其轧a边达到要求(1.5-50px)。3、启动机器使带钢轧过第二轴,调节二轴的两轮,使其两轮外边重合与轴轮的压痕,保证前后两道轧轮压痕一致。4、重复步骤3调节第三排轴轮,是前三道轮压a边顺直。
三、压筋调节。根据需要上下螺丝,抬起或落下压筋轴达到目的。四、b边(腰高)调节。1、根据要求变换隔套调节第五道轧轮,达到要求的尺寸。注意左右居中。2、依照调节a边的方法,依次调节第六道至第九道。3、调节立轮。
这几天持仓一直在放大,价格总是上不去,不是震就是回落,笔者认为不管再如何看重现货面,再怎么市场没货,不能以这个做为考量的必要准则,这里似乎是有个套在等待。虽然钢价回升、产量抬头,但由于下游需求并未出现明显好转,业内人士对于钢铁业未来发展仍不乐观。
一、基本调节。1、基准点。在道轮和一道轮(13道)的轴的同一端用直尺量出与立板的尺寸。使其数据相同。再用直尺量出两轴各自两端与底梁的尺寸,使其数据相同。2、调直与调平。在道轴和一道轴各自两端,用细线搭好,调节其余11根轴和这两轴在同一水平上。
再在道和一道轮之间找出中心,用细线前后搭准中心线,调节其他11道轮,使其都在同一中心线上。3、间隙调节。根据带钢的厚度用塞尺调节每排轴上的上下两轮之间的间隙,达到要求距离(带钢厚度加30%左右,具体看成品)。二、a边调节1、送料立轮(在校平轴前后各一对)使其进料平稳顺畅,带钢直正。
把所轧带钢经过校平送到排轴。2、带钢轧过排轴后,调节轴上的两轮,使其轧a边达到要求(1.5-50px)。3、启动机器使带钢轧过第二轴,调节二轴的两轮,使其两轮外边重合与轴轮的压痕,保证前后两道轧轮压痕一致。4、重复步骤3调节第三排轴轮,是前三道轮压a边顺直。
三、压筋调节。根据需要上下螺丝,抬起或落下压筋轴达到目的。四、b边(腰高)调节。1、根据要求变换隔套调节第五道轧轮,达到要求的尺寸。注意左右居中。2、依照调节a边的方法,依次调节第六道至第九道。3、调节立轮。